Research
Ultraschallschwei?en
Our chair’s research focus lies on ultrasonic welding as a highly dynamic and efficient joining process for thermoplastic polymers and fiber-reinforced composite materials. The process is characterized by very short cycle times, localized heat input, and a high potential for automation, making it particularly attractive for industrial applications with strict requirements regarding process reliability and reproducibility.
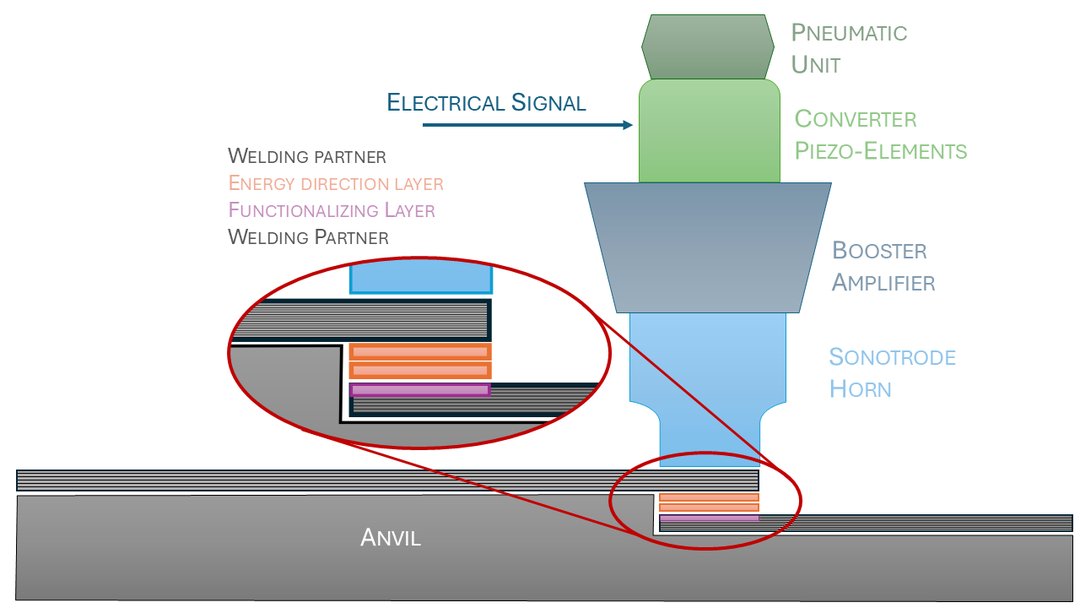
In ultrasonic welding, the two joining partners are excited by high-frequency mechanical vibrations (ultrasound). Due to their material-specific properties, the parts respond differently to the introduced vibrational energy. At the interface, this relative motion generates friction, which produces localized heat. In addition, viscoelastic losses within the polymer lead to further heat generation. This combination of interfacial friction and internal dissipation causes the joining zone to melt in a controlled manner. By introducing additional material, often referred to as an energy director, these effects can be intensified in the weld zone. During the subsequent cooling phase, a cohesive bond is formed through melting and diffusion of the polymer chains.
An electrical signal is converted into high-frequency mechanical vibration within the converter using piezoelectric elements. The vibration is then adjusted and amplified in amplitude by a booster (amplifier). Finally, the ultrasonic vibration is transmitted into the joining partners and directed into the weld zone via the horn (sonotrode). A stable anvil is required as a supporting tool in order to apply the necessary forces to the joining partners while preventing deformation of the final component and ensuring dimensional stability. A pneumatic unit applies a defined static force on the whole setup to ensure a good and constant contact between sonotrode and the welding material.?
In general, two main process variants can be distinguished: single-spot ultrasonic welding and continuous ultrasonic welding.
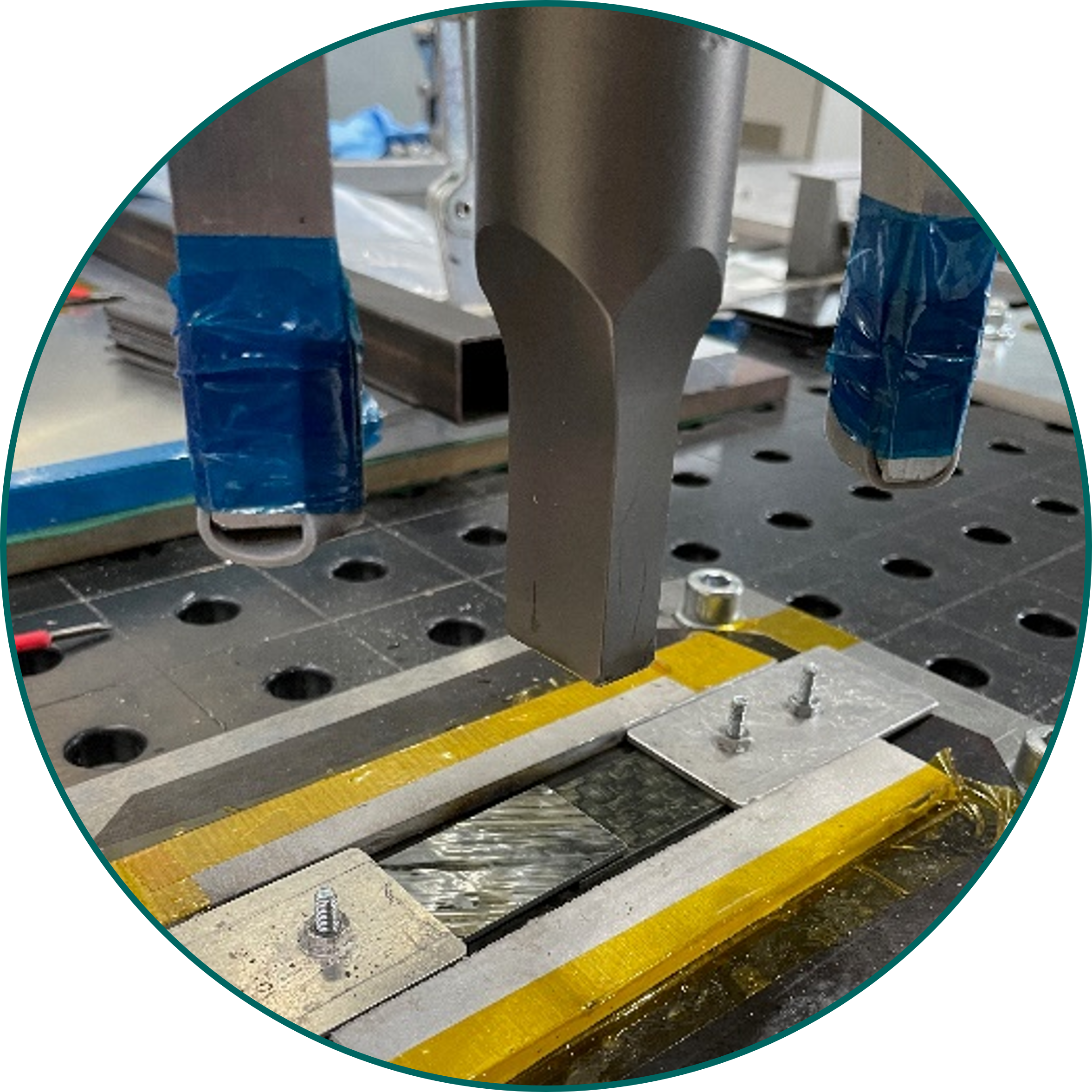
Single-Spot Welding
In single-spot welding, the energy is applied locally at a defined weld location. Typical weld times are extremely short, usually below one second. Key process parameters include the clamping force, the vibration amplitude, and the weld and hold time. The post-hold phase is particularly important: by applying a defined holding force after the welding step, the molten material is consolidated. This prevents undesired expansion of the polymer and reduces the formation of pores within the weld seam
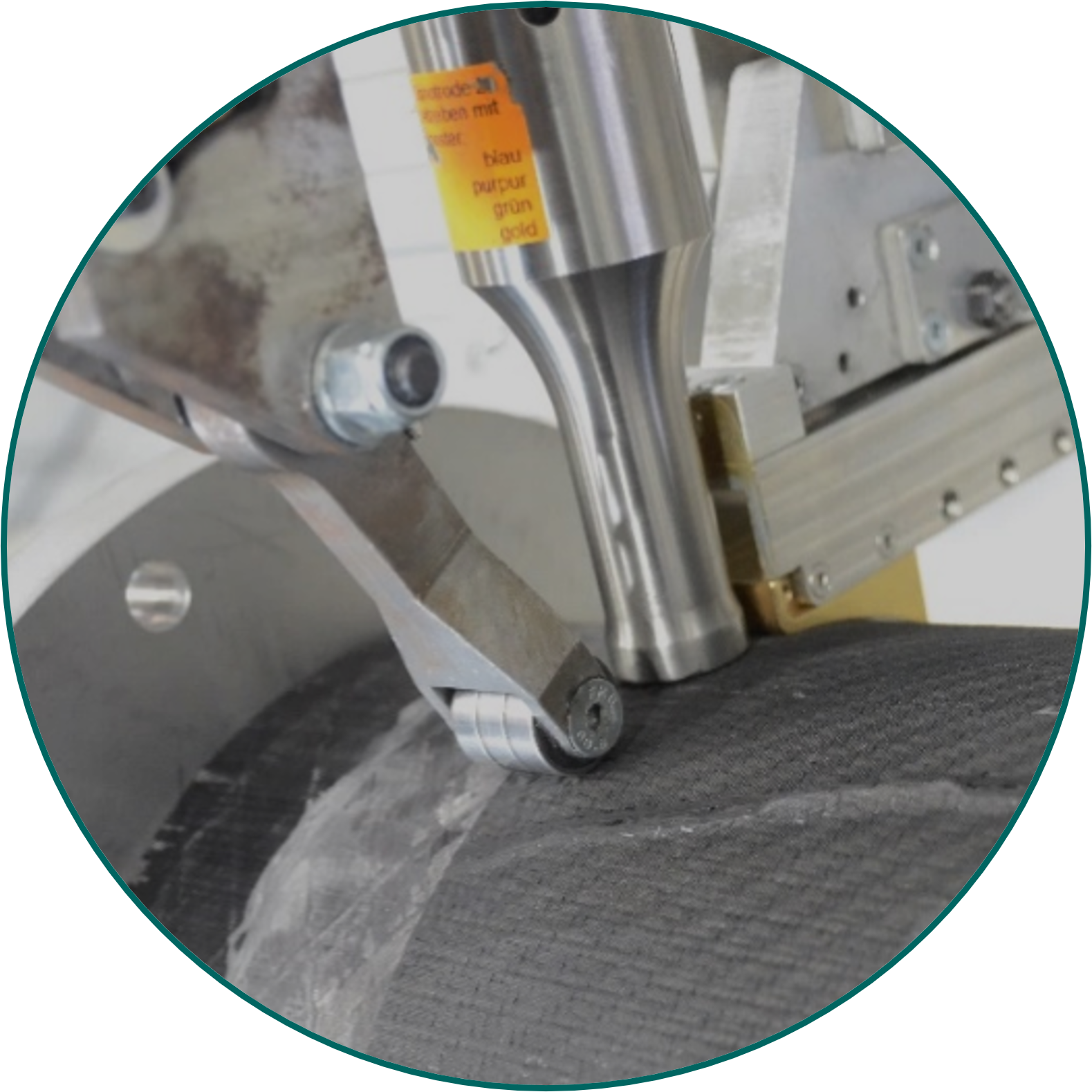
Continuous Welding
In contrast, continuous ultrasonic welding is especially suitable for longer joining areas, such as overlap joints. Here, the energy input is applied continuously along the weld line while the tool and component move relative to each other. The most relevant process parameters in this case are the clamping force, the welding speed, and the vibration amplitude. By combining these parameters, the local heat generation can be precisely controlled to ensure consistent weld quality over longer distances.
Compatibility of Materials
A key success factor in ultrasonic welding is the compatibility of the materials to be joined. In general, thermoplastics can be welded well to themselves, since they soften or melt when reaching their characteristic temperature range. This allows polymer chains at the interface to interdiffuse, forming a strong cohesive bond after cooling.
However, when moving from simple polymer components towards structural lightweight design, complexity increases significantly. Modern structures often rely on multi-material concepts, where different thermoplastics or different matrix systems within CFRP components are combined. In such cases, weldability must not only be ensured within a single material, but also between different polymers or CFRP matrix materials. Critical factors for compatibility include the polarity of the polymers as well as their thermal properties, such as the glass transition temperature and the melting temperature. If these properties differ significantly, insufficient melting, weak interdiffusion, or unstable interphases may occur, resulting in a reduced mechanical performance of the joint.
Another important research aspect arises from the fact that thermoset matrix systems are generally not weldable, since they do not melt after curing. However, by applying a thermoplastic functionalization layer, thermoset components can be made accessible for welding processes. This functional layer acts as a meltable interlayer and enables cohesive joining to thermoplastic materials.
Especially in such hybrid material combinations, compatibility plays a crucial role. If the bonding between thermoset and thermoplastic is insufficient, a weak interface is created, which can act as a potential defect zone within the structure and significantly affect component reliability. For this reason, the characterization of the interphase between thermosets and thermoplastics is a major focus of the chair’s research. In particular, the morphological, physical, and chemical properties of this interphase are investigated.
The research includes the study of interphase formation and how process parameters such as temperature, time, and pressure influence its development and quality. In addition, the thermal stability and degradation behavior of the interphase are analyzed. During ultrasonic welding, local temperatures may easily exceed the typical service temperature range of the materials. Such conditions can trigger degradation mechanisms, potentially weakening the interface or altering its long-term performance.
A further research topic is the optimization of the interphase. The aim is to develop targeted measures and process strategies to facilitate, improve, and accelerate interphase formation. This provides the basis for robust and reproducible joining solutions between thermoset and thermoplastic materials, enabling reliable hybrid lightweight structures for industrial applications.