Forschung
Ultraschallschwei?en
Der Forschungsschwerpunkt unseres Lehrstuhls liegt auf dem Ultraschallschwei?en als hochdynamischem und effizienten Fügeverfahren für thermoplastische Kunststoffe und Faserverbundwerkstoffe. Das Verfahren zeichnet sich durch kurze Prozesszeiten, einen lokal begrenzten W?rmeeintrag und ein hohes Automatisierungspotenzial aus, wodurch es insbesondere für industrielle Anwendungen mit hohen Anforderungen an Prozesssicherheit und Reproduzierbarkeit attraktiv ist.
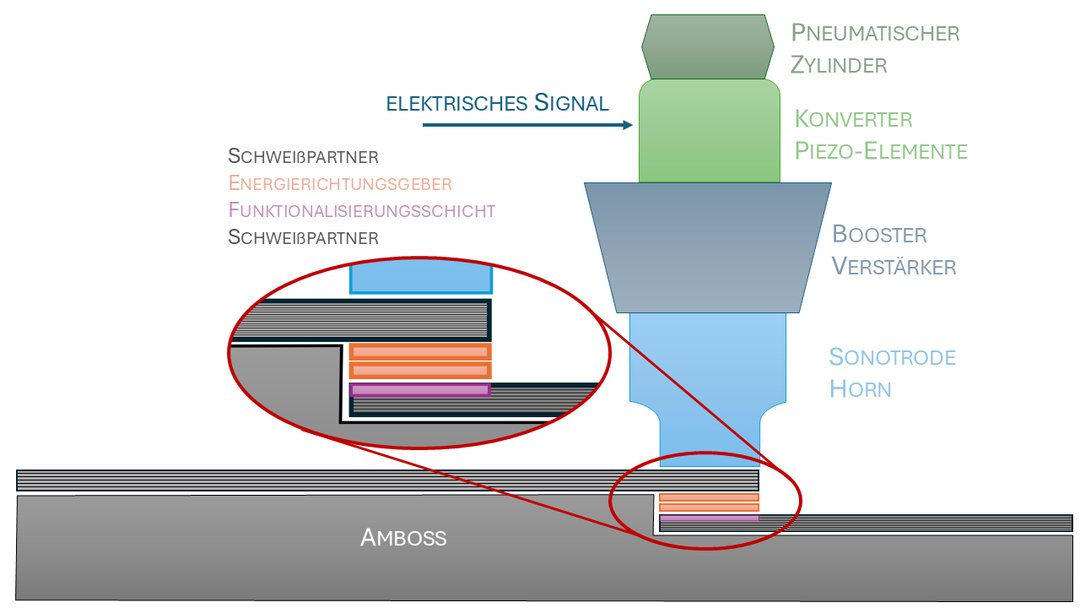
Beim Ultraschallschwei?en werden die beiden Schwei?partner durch hochfrequente mechanische Schwingungen (Ultraschall) angeregt. Aufgrund der materialspezifischen Eigenschaften reagieren die Fügepartner unterschiedlich auf die eingebrachte Schwingungsenergie. An den Grenzfl?chen führt diese Relativbewegung zu Reibung, wodurch lokal W?rme entsteht. Zus?tzlich wird durch viskoelastische Verluste im Inneren des Polymers weitere W?rme generiert. Diese Kombination aus Grenzfl?chenreibung und innerer Dissipation sorgt dafür, dass die Fügezone gezielt aufschmilzt. Durch gezieltes Einbringen von zus?tzlichem Material, auch Energierichtungsgeber genannt, k?nnen diese Effekte in der Schwei?zone verst?rkt werden. W?hrend der anschlie?enden Abkühlphase bildet sich eine stoffschlüssige Verbindung durch das Verschmelzen und Diffundieren der Polymerketten.
Ein elektrischer Impuls wird dabei im Konverter mithilfe von piezoelektrischen Elementen in eine hochfrequente mechanische Schwingung umgewandelt. Diese Schwingung wird anschlie?end über einen Booster (Verst?rker) in ihrer Amplitude angepasst und verst?rkt. ?ber das sogenannte Horn (Sonotrode) wird die Ultraschallschwingung schlie?lich gezielt in die Schwei?partner eingeleitet und in die Fügezonen übertragen. Ein stabiler Amboss ist als Werkzeugform notwendig, sodass die n?tige Kraft auf die Schwei?partner aufgebracht werden kann ohne ein Verformen des schlussendlichen Bauteils zu garantieren.?Ein pneumatischer Zylinder drückt den gesamten Aufbau mit definierter Kraft auf die Schwei?zone. Somit kann ein guter und gleichm??iger Kontakt bewerkstelligt werden.
Grunds?tzlich wird zwischen zwei Prozessvarianten unterschieden: dem Single-Spot Ultraschallschwei?en und dem kontinuierlichen Ultraschallschwei?en.
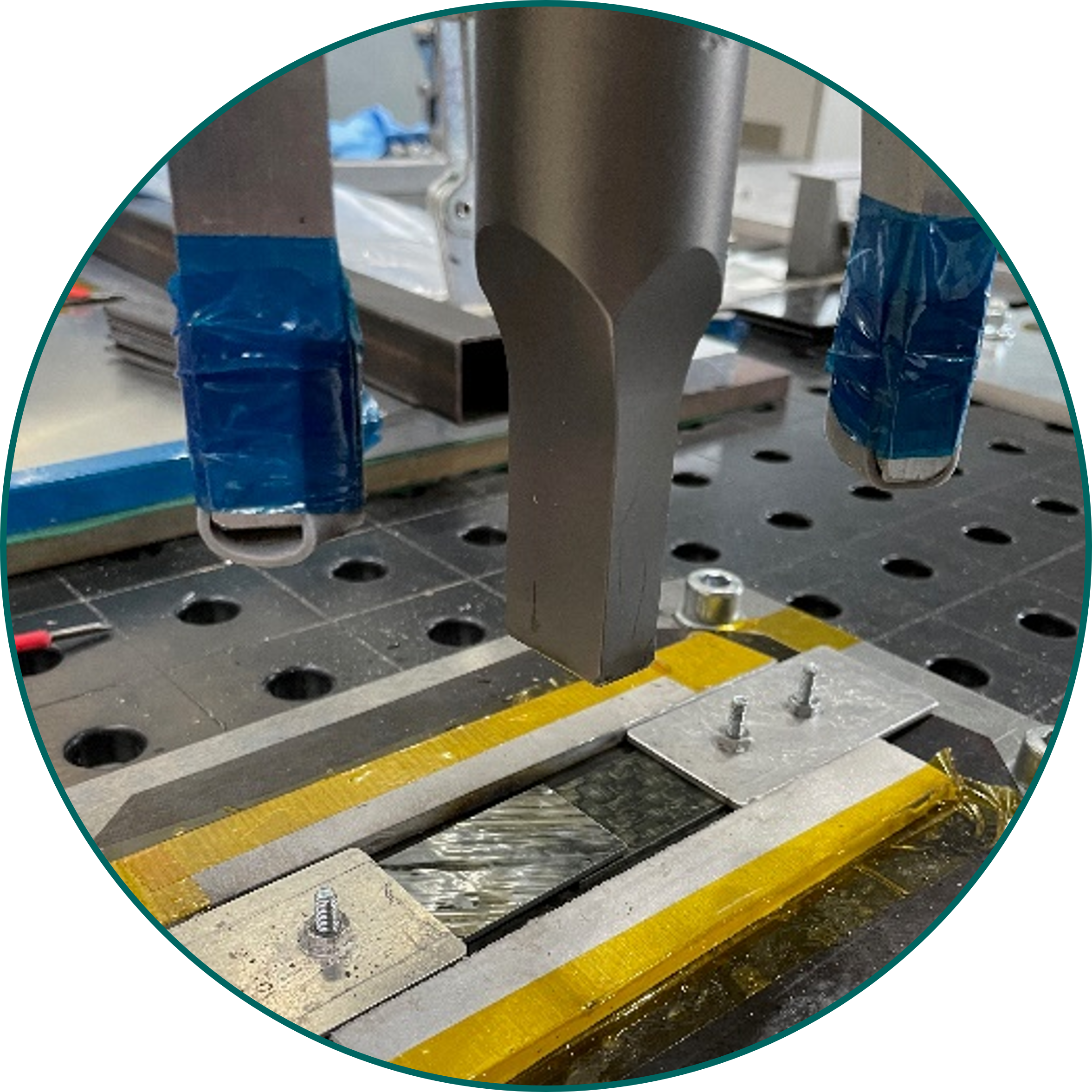
Single-Spot Schwei?ung
Beim Single-Spot Welding wird die Energie lokal an einer definierten Schwei?stelle eingebracht. Charakteristisch sind dabei sehr kurze Schwei?zeiten, typischerweise im Bereich von unter einer Sekunde. Anpressdruck, die Amplitude der Schwingung sowie die Schwei?- bzw. Haltezeit. Eine besondere Bedeutung kommt au?erdem der Nachhaltephase zu: Durch eine definierte Haltekraft nach dem eigentlichen Schwei?vorgang wird die Schmelze konsolidiert. Dies verhindert ein unerwünschtes Aufquellen oder Ausdehnen des Materials und reduziert damit die Bildung von Poren in der Schwei?naht.
?
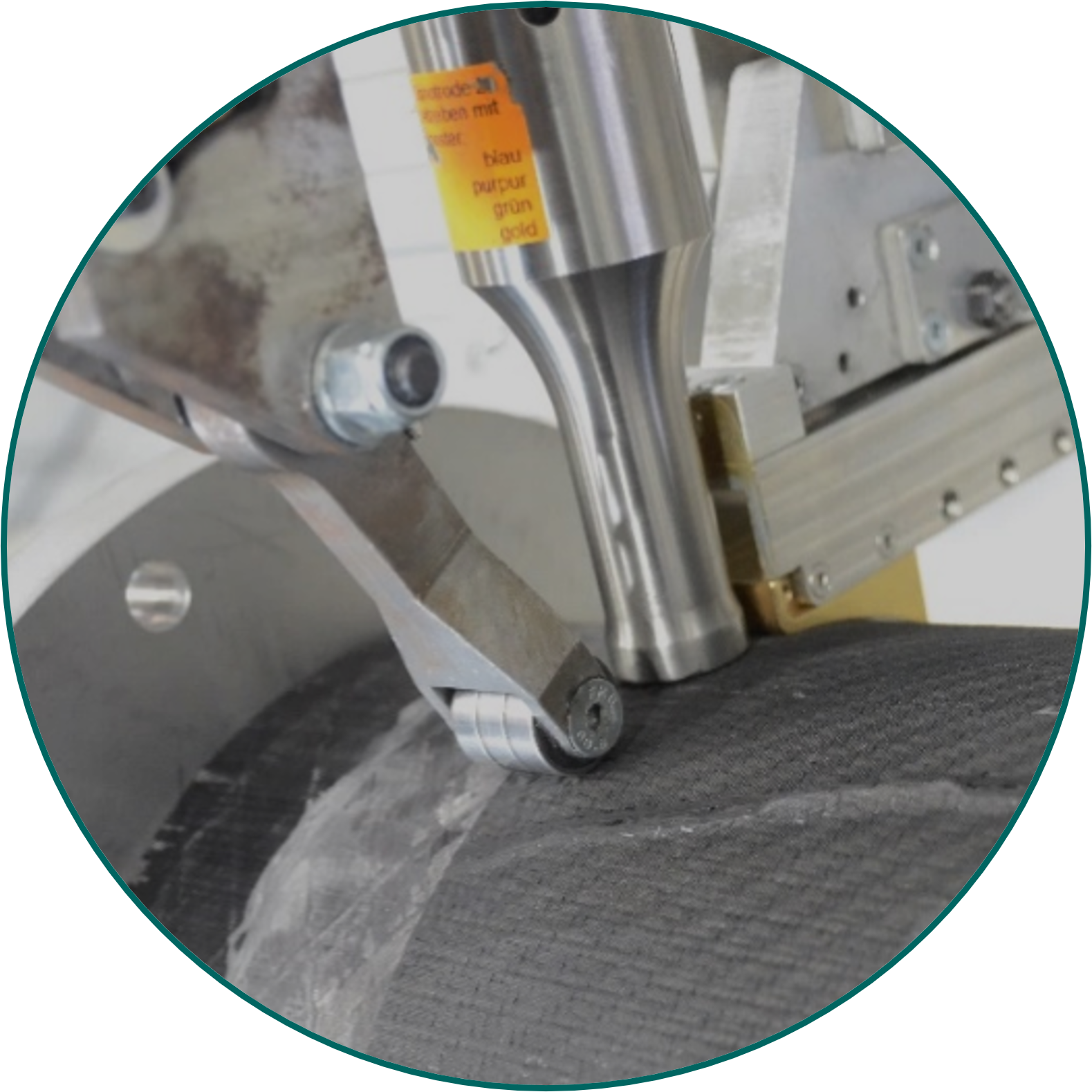
Kontinuierliche Schwei?en
Das kontinuierliche Ultraschallschwei?en hingegen eignet sich insbesondere für l?ngere Fügestellen, beispielsweise bei ?berlappn?hten. Hier erfolgt der Energieeintrag fortlaufend entlang der Fügezone, w?hrend sich Werkzeug und Bauteil relativ zueinander bewegen. Die entscheidenden Prozessgr??en sind in diesem Fall der Anpressdruck, die Schwei?geschwindigkeit sowie die Amplitude. Durch die Kombination dieser Parameter l?sst sich die lokale W?rmeerzeugung gezielt steuern, um eine gleichm??ige Nahtqualit?t über gr??ere Strecken sicherzustellen.
Kompatibilit?t zwischen Materialien
Ein zentraler Erfolgsfaktor beim Ultraschallschwei?en ist die Kompatibilit?t der zu fügenden Materialien. Grunds?tzlich gilt, dass Thermoplaste in der Regel gut mit sich selbst verschwei?bar sind, da sie beim Erreichen ihres Schmelz- bzw. Erweichungsbereiches aufschmelzen und sich die Polymerketten an der Grenzfl?che gegenseitig durchdringen k?nnen.
Mit dem ?bergang von einfachen Kunststoffbauteilen hin zu strukturellen Leichtbauanwendungen steigt jedoch die Komplexit?t deutlich: Moderne Bauweisen setzen h?ufig auf Multi-Material-Strukturen, bei denen unterschiedliche Thermoplaste oder verschiedene Matrixsysteme innerhalb von CFK-Bauteilen kombiniert werden. In solchen F?llen muss die Schwei?barkeit nicht nur innerhalb eines Materials, sondern auch zwischen verschiedenen Polymerarten bzw. Matrixmaterialien sichergestellt werden. Entscheidend hierfür sind insbesondere materialabh?ngige Eigenschaften wie die Polarit?t, aber auch der thermische Temperaturbereich der Polymere, beispielsweise die Glasübergangstemperatur und die Schmelztemperatur. Weichen diese Eigenschaften stark voneinander ab, kann es zu einer unzureichenden Verschmelzung oder zu einer instabilen Grenzschicht kommen, was die mechanische Leistungsf?higkeit der Verbindung erheblich reduziert.
Ein weiterer Forschungsschwerpunkt ergibt sich aus der Tatsache, dass auch duroplastische Matrixsysteme (Thermosets) grunds?tzlich nicht schwei?bar sind, da sie nach dem Aush?rten nicht mehr aufschmelzen. Durch den Einsatz einer thermoplastischen Funktionalisierungsschicht k?nnen duroplastische Bauteile jedoch gezielt für Schwei?prozesse zug?nglich gemacht werden. Diese Schicht übernimmt dabei die Funktion eines schmelzf?higen Interlayers und erm?glicht so das stoffschlüssige Fügen mit thermoplastischen Werkstoffen.
Gerade bei solchen hybriden Werkstoffkombinationen spielt die Kompatibilit?t eine besonders gro?e Rolle. Ist die Haftung zwischen Duroplast und Thermoplast unzureichend, entsteht eine schwache Grenzfl?che, die als potenzielle Fehlerstelle in der Struktur wirken kann und die Bauteilzuverl?ssigkeit ma?geblich beeinflusst. Daher ist die Charakterisierung der Interphase zwischen Thermoset und Thermoplast ein wesentlicher Bestandteil der Forschungsarbeiten am Lehrstuhl. Dabei stehen insbesondere die morphologischen, physikalischen und chemischen Eigenschaften dieser Grenzschicht im Fokus.
Untersucht wird unter anderem die Ausbildung der Interphase und die Frage, welche Einflüsse Prozessparameter wie Temperatur, Zeit und Druck auf deren Struktur und Qualit?t haben. Darüber hinaus wird die thermische Stabilit?t der Interphase betrachtet: W?hrend des Ultraschallschwei?ens k?nnen lokal Temperaturen erreicht werden, die kurzzeitig oberhalb des regul?ren Einsatzbereichs der Materialien liegen. Dadurch k?nnen Degradationsmechanismen ausgel?st werden, welche die Grenzschicht langfristig schw?chen oder die Verbindungseigenschaften ver?ndern.
Ein weiterer Schwerpunkt liegt in der Optimierung der Interphase. Ziel ist es, gezielte Ma?nahmen und Prozessstrategien zu entwickeln, um die Ausbildung der Grenzschicht zu erleichtern, zu verbessern und zu beschleunigen. Damit soll eine robuste und reproduzierbare Verbindung zwischen duroplastischen und thermoplastischen Werkstoffen erm?glicht werden – als Grundlage für zuverl?ssige hybride Leichtbaustrukturen in industriellen Anwendungen.